Control Systems


Our industrial magnet presses use a timed, floating-fill method that is run by a programmable logic controller (PLC). This system ensures a uniform fill rate that minimizes any shrinkage on the sintered magnet blocks. This prevents any deformation from occurring.
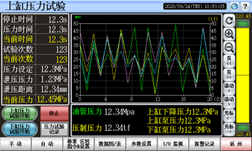
While the magnet presses are running through their compression cycle, hydraulic pressures and flow rates must be monitored and controlled precisely. This function is done by our PLC System, which adjusts the pressure at the valves automatically based on feedback obtained throughout the pressing process.
This level of control allows us to use high-precision molds -- gaps of 25 μm single-side. Better mold accuracy helps eliminate issues that lead to powder leakage, which not only wastes material but also leaves traces on the magnet blocks called flash. Since blocks showing flash traces will need to be reworked by the operators, the ability to eliminate flash results in savings not only in time but also labor costs. These leakage countermeasures also protect the production environment from dust contamination.
Pump Systems Controls: Variable Displacement, Electro-hydraulic, and Closed-loop
| Variable Displacement | Hydraulic Servo Values | Closed-loop Servo Values | |
| Upper Cylinder | |||
| stroke length | 350 | 350 | 350 |
| running speed | 0-140mm/s *Adjustable | 0-140mm/s *Adjustable | 0-140mm/s *Adjustable |
| Lower Cylinder | |||
| stroke length | 140/180 | 140/180 | 140/180 |
| running speed | 0-80mm/s *Adjustable | 0-80mm/s *Adjustable | 0-80mm/s *Adjustable |
| Specified Feild | 45T/63T | 45T/63T | 45T/63T |
| Accuracy | |||
| magnetic scale | 0.1/0.01 mm | 0.01 mm | 0.01 mm |
| Knock Pin | 0.1/0.05/0.01mm | 0.05mm | 0.01mm |
| Pole Diameters | 290/360/500 mm | 290/360/500 mm | 290/360/500 mm |
| Convergence Diameter | 200/250/350 mm | 200/250/350 mm | 200/250/350 mm |
| Field strength | 1.3-1.5 T or more (by 152-202) | 1.3-1.5 T or more (by 152-202) | 1.3-1.5 T or more (by 152-202) |
| Magnetizing Current | 800-1000A | 800-1000A | 800-1000A |
| Field Pluse | within 1S each | within 15 each | within 15 each |
| Water cooling | Generate magnetic field without weakening 24/7 | Generate magnetic field without weakening 24/7 | Generate magnetic field without weakening 24/7 |
| Hydraulic Pressure | 21mPa | 21mPa | 21mPa |
| Motor power | 11KW 3 phase asynchronous motor | 12.5KW Servo motor*2 | 7.5KW Mitsubishi servo motor*2 |
| Hydraulic control | Proportional valve control | Servo controlling pressure snd speed | Closed-loop servo control |
| Pressure system | Variable displacement pump proportional valve floating suppression | Double servo floating suppression | Closed-loop double servo floating suppression |
| Pressure Accuracy | 0.2mPa | 0.1mPa | 0.01mPa |
| Guid structure | 8 poles/12 poles | 8 poles/12 poles | 8 poles/12 poles |
| Mould Release | Pressure Relief/Air/Pressure feedback | Pressure Relief/Air/Pressure feedback | Pressure Relief/Air/Pressure feedback |
| Release Pressurize | 0.5T | 0.1T | 0.01 |
| Feed | Diameter 100 standard interface | Diameter 100 standard interface | Diameter 100 standard interface |
| Weighting | Imported load cell / imported digital scale | Imported load cell / imported digital scale | Imported load cell / imported digital scale |
| Weighting Accuracy | 0.5g/1g | 0.5g/1g | 0.5g/1g |
| Material Refill | Floating alternating refilling, repeat time adjustable | Floating alternating refilling, repeat time adjustable | Floating alternating refilling, repeat time adjustable |
| Pitch | 25-45 | 25-45 | 25-45 |
| Hermeticity | maintain the chamber pressure at 0.5kpa over 1h after cutting off the air | maintain the chamber pressure at 0.5kpa over 1h after cutting off the air | maintain the chamber pressure at 0.5kpa over 1h after cutting off the air |
| Total weight | 11T-24T | 11T-24T | 11T-24T |
| Material pickup | Automatic code wheel of 1 to 1, 2 to 1 or interconnection | Automatic code wheel of 1 to 1, 2 to 1 or interconnection | Automatic code wheel of 1 to 1, 2 to 1 or interconnection |
The PLC must ensure that the coil is always working at a constant temperature. This is accomplished by balancing the magnetizer's power supply and the coil's cooling system. Controlling the temperature not only stabilizes the field but also greatly reduces costs due to electrical consumption.
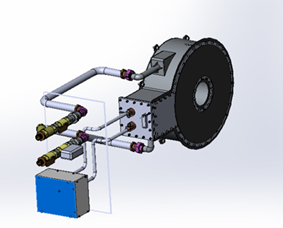
The coil assembly, including its built-in cooling system, is shown below. When the temperature is not controlled properly such that the coil's temperature increases, the field strength will drop and the quality of the magnetic blocks will be affected.
Our PLC system has a built-in communication module that allows you to interface our presses with your factory's network to monitor its operation remotely over the Internet. The PLC has a touch screen interface for easy setup. It is convenient and offers simple operation and quick installation.